

テック長沢、M&Aを含めた急成長で生じた組織のムダを「Asana」で解消
調達や見積もりなど中国子会社とのやりとりがスムーズに
役員会議、5S活動、生産工程管理など幅広い業務が加速
経営課題の1つだったIATF16949の取得に貢献

自動車や産業用機械の部品加工といった事業を展開するテック長沢。M&A(企業の統合と買収)を含め事業規模の拡大に積極的に取り組んでいる。納入先と“優良なパートナー”としての関係性を確立することが、ますます重要になっているためだ。一方で、社内のコミュニケーション量は以前の2.5倍に拡大。情報が点在化し始め業務の流れや調整が複雑になってきた。課題を解決し全体最適の実現に向けて同社が選択したのがSaaS型のワークマネジメントプラットフォーム「Asana(アサナ)」である。テック長沢はAsanaを製造業のビジネスに、どう活用しているのだろうか。
新潟県柏崎市に本社を構えるテック長沢は、部品加工を主軸に事業を展開する企業。種々の工作機械をそろえ、鋳造品から鍛造品、ダイカスト品までを製造する。ほかにも生産設備部品の設計・製造・販売や、専用装置の組み立て、中国に拠点を置いた部品の調達なども手掛けている。顧客とする業界も、自動車、建設機械、工作機械、印刷機械、樹脂成型機械などと幅広い。
ただ部品製造の市場は厳しさを増している。自動車メーカーなどがグローバル調達を進めるなかで、2次受け、3次受けとなるほど、激しい価格競争に飲み込まれていくからだ。そのためテック長沢は、規模の拡大を成長戦略に掲げた。
2015年には中国・蘇州に蘇州長澤貿易を設立。現地工場に生産を発注し各種精密部品や特殊工具の調達事業を開始。2017年には、近隣の同業者から機械加工・組立事業をM&A(企業の統合と買収)で取り込んだほか、加工精度の測定器を開発するネジテックに出資もした。
積極的な事業拡大の理由を同社専務取締役の長澤 博 氏は、「大手メーカーと直接やり取りできる会社になるためには一定の規模が必要です。そのためM&Aや中国への拠点の設置など事業規模の拡大を進めてきました。並行して、自動車産業の品質マネジメントの国際規格『IATF16949』にも取り組み、2020年 2月に取得しました。これらの成果として最近は、大手自動車メーカーとも直接、取引できるようになっています」と説明する。
規模の拡大に伴い社内のコミュニケーション体系が複雑に
こうした取り組みにより、社員数は拡大路線に舵を切ってからの 7年間で2.5倍に増加。ただ一方で、組織の拡大と社員の増加に伴い、社内のコミュニケーションが複雑になり、業務の遂行に弊害が目に付くようになった。具体的には、日本のものづくりを支えるカイゼン活動などにおける指示が十分に共有されなかったり、実行できたかどうかの確認が疎かになったりしてきたのだ。
従来は役員が直接、現場まで管理できていた。それが「社員増に伴い部長・課長職が設けられ権限が移譲されました。月例会議も役員から課長までが参加するようになり、課長が各課の状況を報告し、トップの指示を現場へ伝える形になりました。役員からは、さまざまな意見が出ますが、その後の確認が徹底されず、行動につながらないケースが増え始めたのです」と、長澤氏は当時を振り返る。
結果、会議中に同じような議題や意見が2度 3度と繰り返され、会議の時間に6〜 7時間を要することもあった。こうした情報伝達の齟齬(そご)は、成長戦略の重要要素の1つであるIATF16949の取得にも影響を及ぼした。日常業務に忙しい担当者の手元では、重要な指示も大量のメールに紛れ込んで見落とされるなどで、取り組みがなかなか進まなかった。
「2 年ほどの期間をかけて準備を進めてきたにもかかわらず、本審査の半年前に受けた事前審査では『このままでは取得できない』と審査会社から厳しい評価を下されるほどでした」と長澤氏は明かす。
社内への伝達事項を徹底するために、さらにメールの量が増える一方で、社員数の増加により別の弊害も出てきた。
調達係・係長の山岸 智恵子 氏によれば、「業務経験が異なる社員が増えたため、全員がフォローし合えるよう課内のメーリングリストも作成しました。しかし、すべての案件を共有することになるため、出社すると多い時には100通以上のメールが届いており、その仕分けだけで30分ほどを費やしていました。仕分けだけでなく、メールの宛先が『各位』『○○課』などの場合、誰が何をいつまでに処理すべきかなど、責任や仕事の範囲があいまいになり、結果として業務が遅延するようにもなっていました」
中国との業務連絡に使用していたグループウェアのサービスが中止に
危機感を覚えたテック長沢は 2018年、組織や役職を横断する「事務職生産性向上プロジェクトチーム」を立ち上げ、社内改革に踏み出す。
そんな折に、別の課題が急浮上した。中国拠点の蘇州長澤貿易と調達部品の仕様の伝達や見積もり依頼に利用していたSaaS (Software as a Service)型グループウェアのサービスが終了することになり、それに代わる新しいツールの導入が急務になったのだ。
複数のツールを比較検討し、最終的に選択したのがSaaS型のワークマネジメントプラットフォーム「Asana(アサナ)」だ。ワークマネジメントとは、さまざまな調整・管理業務を一元的に管理することでチーム全体の効率を高めるための考え方や仕組みのこと。「タスクの整理」「進捗報告」、そのための「必要な情報の検索・入手」など、チームの運営には不可欠だが間接的な作業のムダやストレスを排除することで、チームの生産性や創造性につなげる。
Asanaを採用した理由を長澤氏は、こう説明する。
「無償版での検証を始めましたが、1チームとして使用できる人数が多く、当社規模の企業でも導入のハードルが低いと判断しました。ユーザーインタフェースが直感的に操作でき“痒い所に手が届く”ような機能が揃っていた点も評価しました。たとえば、コメントが即座に反映され関係者に通達されたり、あるいは、ファイルの保存といった手順を踏まなくても情報がアップデートされ確実に記録されたりと、ひと手間かかる操作が不要なことなどです」
Asanaには中国からもアクセスできることを確認したうえで調達業務への導入を決定。長澤氏をリーダーに、本社の調達部と中国の蘇州長澤貿易に Asanaを導入し、グループウェアで実施していた業務を移行した。見積もりや発注といった業務をAsana上でタスク化し情報共有を図っている。

蘇州長澤貿易とのやり取りは従来に増してスムーズになりました。以前は見積もりを頼んでも何度か催促しないと返答がないこともありましたが、今はすぐに返事が来るようになりました。顧客への回答が迅速になり企業としての信頼向上にもつながっています”
山岸氏も「メールの内容からタスクが自動的に設定されたり、さまざまな案件を1つの画面上で一覧にできるなど現状把握も容易になりました。係内の仕事量を平準化するために仕事を割り振っていますが、指示漏れや進捗の確認漏れなども起こらなくなりました」と、その使い勝手を評価する。
調達業務への展開が話題になり全社展開を決定
この中国との調達業務へのAsana適用が他部門の担当役員の目にとまる。その効果が経営会議に伝えられ、一気に全社展開することが決定した。
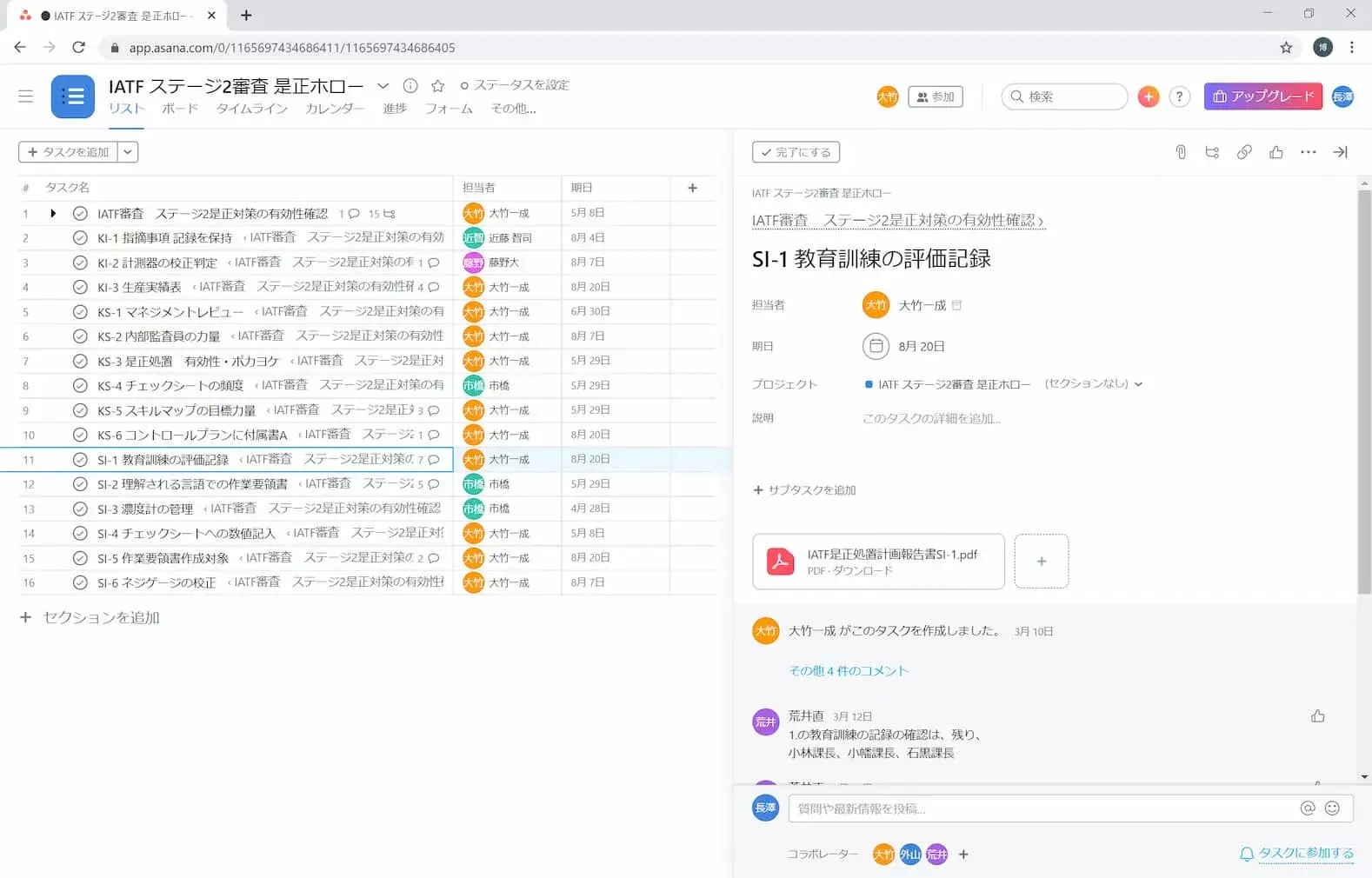
事務職生産性向上プロジェクトの大きな課題だった各種会議も、現在では完全にAsanaベースに切り替わっている。たとえば役職者の定例会議では、会議室のディスプレイにAsanaの画面を映し出し、そこにタスクとして記載された議事にそって担当者からの進捗状況の報告や説明・議論などを進める。
会議中の発言は都度、コメント欄に記載するほか、会議の結果から新たに取り組むべきタスクを生成し担当者に割り振っていくことで「次の会議では、前回議題に挙がった項目の進捗状況が、きちんとチェックされるようになりました。夜間にまで及ぶこともあった役員会議も定時に終了するなど、ほぼすべての会議時間が半減しています」と長澤氏は話す。
当然、メールで何度もやり取りするような場面も減少。それまで、あいまいだったチーム内での仕事の範囲や業務分担、期日なども明確に把握できるようになった。
特に分担した仕事の期日や、その遅延が可視化され、部門のマネジメントがスムーズになってきました。遅延が生じた際も、過去のメールを検索して再送するといった手間がなくなりましたし、上司の側も指示漏れがなくなりました”
A s a n a の 導 入 は 、経 営 課 題 の 1 つ だった IATF16949の取得にも貢献した。前述した通り同社でのIATF16949取得は、2年ほどをかけて準備してきたものの、審査合格が危ぶまれていた。
そこにAsanaを適用したところ、「各自の担当タスクが明確になったことに加え、上司が毎週、進捗状況をチェックできることが分かり、準備作業が急ピッチで進み始めました。結果、半年で無事に審査にこぎつけられました」(長澤氏)。審査後の是正処置も Asana上でフォローすることで無事、IATF16949を取得できたという。
現場をカイゼンする“5S活動”もAsanaで見える化
事務処理だけでなく、製造現場への Asana適用も進んでいる。その1つが「5S委員会活動」だ。職場環境を「整理・整頓・清掃・清潔・習慣」の 5 つの「S」の視点でもってカイゼンを続ける活動を Asanaで管理する。ここでは特に画像の共有が効果を高めている。
5S活動では、各課の課長が分担し定期的に工場内を巡回。不適切な状態があればスマートフォンのカメラで撮影し、その場所を管理している担当課のタスクとしてアップする。巡回後の報告会で、その内容を説明し、担当課長にタスクを割り当てる。
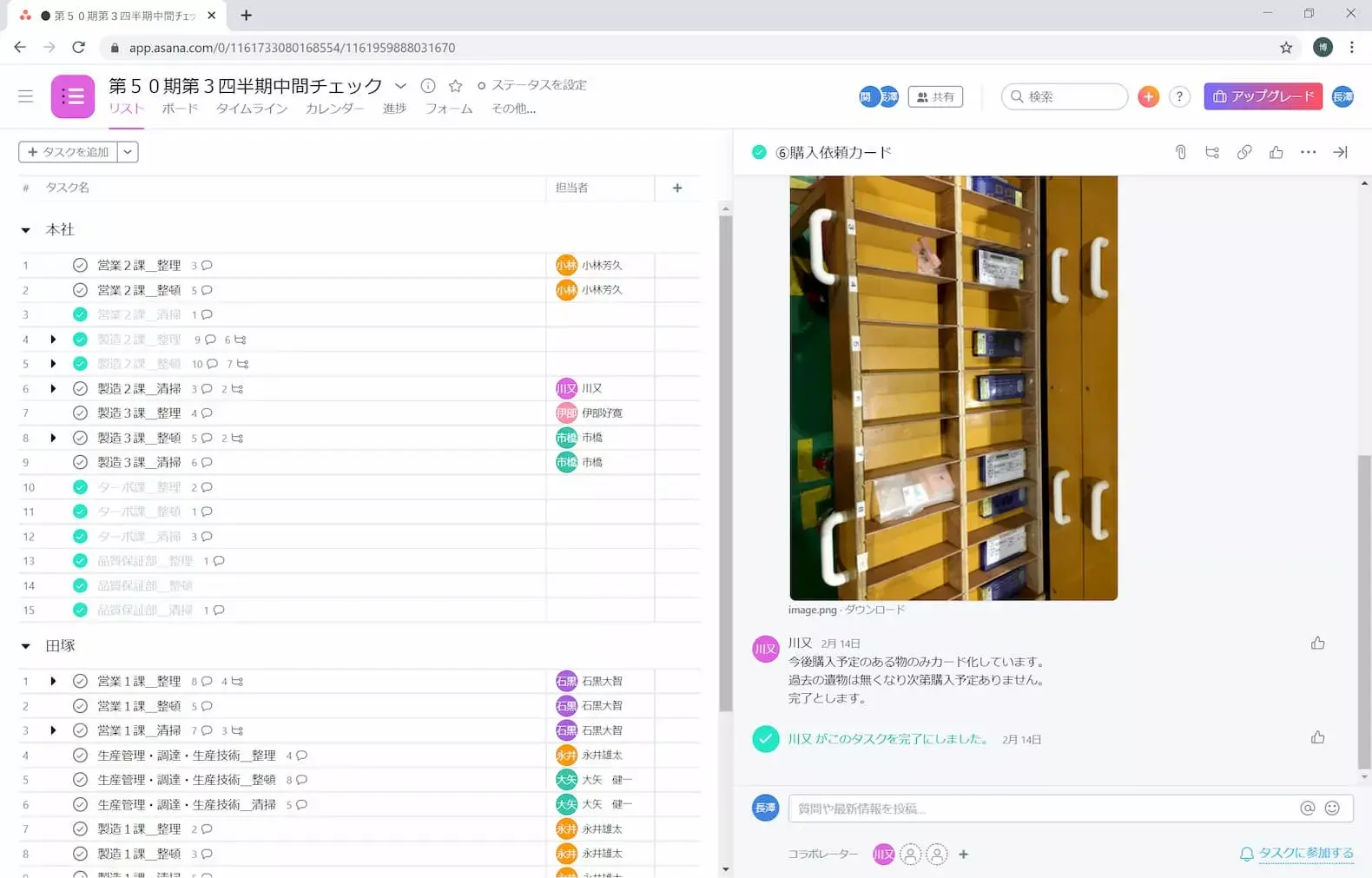
これまでの口頭での不適切箇所の指摘では、たとえば『この棚が整理されていなかった』と言われるだけでは状況が伝わらず、現地に出向く必要がありました。それが、現場の画像をAsana上で共有することで『今、どういった状態が問題視されているのか』がわかりやすくなり、すぐに対応できるようになりました”
改善後の報告も担当者がAsana上で済ませられる仕組みも構築している。従来は月に2回、課員全員が半日かけてチェックしていた作業が1〜2時間で終了するようになったという。
現在、Asanaの活用に力を入れているのが生産工程への適用だ。すでに装置の組み立て部門のスケジュール管理には、Asanaを適用できている。以前は現場のホワイトボードに納期などを書きだし、勘と経験で人員を割り当てていた業務を、Asanaで管理し、加工指示を受けてタスクを生成する仕組みを構築した。
これにより「必要なタスクが可視化され適切なリソース配分が可能になりました。部品の納入が遅れた際などもスケジュールを適切に調整できるようになっています」と長澤氏は話す。
今後は、自動車部品製造で求められる「APQP (Advanced Product Quality Planning and Control Plan):先行製品品質計画」の進捗管理にもAsanaを活用していく計画だ。APQPは、新規部品の本番製造前に、その部品の品質を担保するための運営方法を定めたもので、事業拡大には不可欠な取り組みである。
従来の ExcelテンプレートをAsana上に移行し、誰もが進捗を簡単に入力でき、必要な情報をリアルタイムに把握できるようにすることで、品質のさらなる向上を目指す。
オリジナルの導入マニュアルを作成し全社での利用を徹底
テック長沢ではほかにも、年間の教育訓練の策定と実施や、生産管理システムのカスタマイズを依頼している外部のシステム開発会社とのやり取りなどにもAsanaを利用している。教育訓練では、年初に各部門の年間教育訓練計画を作成したうえで、職務訓練の手順を作成し、その手順を追うことでスキルアップの標準化を目指す。
外部企業とのやり取りでは、「すべての要望をAsana経由にすることで、記録が確実に残り、過去のやり取りも容易にさかのぼれるため要望管理の工数削減につながっています」と長澤氏は話す。
全社導入がスムーズに進んでいるテック長沢だが、その背景には全社展開決定時の全社員への利用促進への取り組みがある。具体的には、「活用してもらえる仕組みづくり」(長澤氏)に注力し、独自の使い方マニュアルを作成したほか、対象社員への集合教育も実施した。
加えて、「チームの作成条件」や「担当者の振り方」など最小限の社内運用ルールを定め徹底していった。出社時にはメールと同様にAsanaも開かせ、各人に割り振られた「マイタスク」を確認し、新規タスクは「今日・近日・後日」のいずれかへ振り分けさせるようにしている。
ただこうした利用促進策も「Asanaは基本的な操作がかなり直感的に行えるため、教育工数は少なく済みました。1度、利便性を理解すると役職者や社員の側から『このように使いたい』といった声が多々寄せられるようになり、スムーズに導入を進められました」と長澤氏はいう。
数々の業務効率化をAsanaで実現しているテック長沢。今後について長澤氏は、「Asanaにより当社の仕事はチーム単位に可視化され、プロジェクトが確実に前進するようになりました。ただ、社外とのやり取りでは、まだメールを併用する必要があります。今後は日本国内や中国でもAsanaユーザーが増え、社外ともAsanaでやり取りできるようになれば、さらなるマネジメントの効率化が図れるでしょう」と期待を寄せている。
関連するお客様の事例を読む
時短と効率化でさらなる価値創造 自律する組織へ変革したフジテック

Asanaでクリエイティブな”余白”時間を。老舗企業ホーユーが挑む新たな価値創造

エトワール海渡 「客数7割減」、来店重視の卸業が決めた大転換

フィンテック×信託業務にも柔軟に対応 工数管理を劇的に改善したTrust Base
仕事をつなげ、スケールアップしましょう
Asana を使えば組織全体で最高の成果を上げられます。